 (800) 257-9452
(800) 257-9452
Roy-Tuff™ Aramid Fiber Blends: A Better Way to Disperse Fibers
Reading Time: 2 minutes
DuPont Kevlar® fibers offer many benefits for formulators looking to increase the safety and durability of their products. Since DuPont decided to discontinue Kevlar Engineered Elastomers (KEE) in 2017, companies have been searching for an alternative that can offer the same or higher level of performance at a competitive cost.
If you’re looking for a better way to disperse fibers, Roy-Tuff™ blends from H.M. Royal are ideal for adhesive, sealant, coating and fiber-reinforced plastic applications. Roy-Tuff products are compounded and opened aramid pulps with maximized surface area, enabling rapid dispersion into a variety of viscous materials.
To help you decide if Roy-Tuff products are right for your application, this blog shares performance advantages, loading guidelines and mixing process recommendations.
Benefits of Using Roy-Tuff Fibers
1. Polymer independence
Roy-Tuff blends work universally. That means you can use these products in any type of polymer with no compatibility issues.
2. Better processing
Mooney and MDR data show improvement in viscosity at equal fiber loading.
3. Reduced cycle time
Roy-Tuff blends attain a higher percentage of final property value after only a 2-pass mix. So you incorporate materials faster and use less energy.
4. Improved dispersion
We recommend that half of the carbon black be added after the Roy-Tuff at time zero, so that there is significant shear and mixing in the early phase in the internal mixer. This leads to a significant improvement in the dispersion of the pulp in the compound.
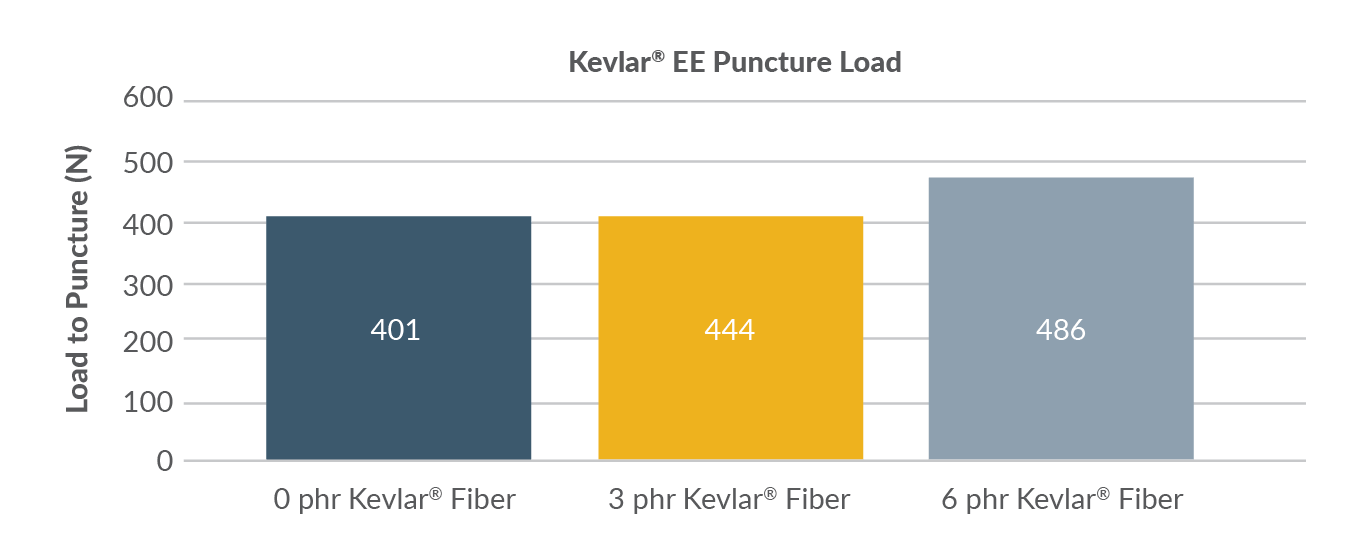
5. Stronger, safer, long-lasting products
Roy-Tuff blends increase wear resistance 2 to 4 times and improve puncture resistance by 10-20%. They also increase tear resistance by 50-70%.
6. Cost-efficient
Roy-Tuff blends are a popular option due to their cost. They are able to deliver equal performance with less processing time and lower material cost, resulting in less overall cost.
Loading Levels and Comparative Reinforcement Guidelines
Roy-Tuff 9021 is H.M. Royal’s proprietary blend and processing technology. We recommend that users start at 2-5 phr of Roy-Tuff.
A part of the analysis is a basic comparison between Roy-Tuff and carbon black as well as precipitated silica. The impact on tear strength is significant even at 2 phr. In some conveyor belt applications, 2 phr of Roy-Tuff showed significant improvements in test results.
Mixing Process Recommendations
The fill factor, rotor speed and mixer temperature are all factors that play a significant role in mixing quality along with mixing time. If the pulp and carbon black are put in at the same time, there will be some significant slippage in the early phases due to the levels of the materials interfering with the dispersion. This is because the Roy-Tuff has a relatively low bulk modulus, which could cause problems in creating an overfull condition initially.
A slight modification in the process has significantly improved the dispersion of the pulp in the compound. As mentioned earlier, it is best to add half of the carbon black after the Roy-Tuff at time zero. This results in significant shear and mixing in the early phase in the internal mixer, influencing the quality of dispersion in the final product.
We recommend a two-step mixing process, with the first being a nonproductive step dropped at 150-160 °C. The second step would be a much shorter productive process where the cure is added and dropped at 120 °C. This enables the proper dispersion of the curative, but it isn’t hot enough to commence curing.
To learn more about Roy-Tuff products and if they’re right for your application, contact an H.M. Royal expert today.


